
What You Need to Know About Desiccant Drying
Restoration desiccants dehumidify the air by exposing the humid air to a desiccant material that adsorbs moisture
Article written by Larry Carlson and Mike Steffes
Desiccant dehumidifiers have become an important tool for many restoration contractors. While the majority of the dehumidifiers in a company’s equipment fleet are often LGRs, desiccants offer some unique performance features that make them better suited to some specific drying applications. The primary distinction between desiccants and refrigerant-based dehumidifiers in how they remove the water. And the exceptionally dry air desiccants can produce.
Desiccant dehumidifiers that are commonly used in restorative drying are capable of drying air to single-digit grains per pound (GPP) levels, which is about 4% relative humidity (RH) at 70°F. These are dew points several degrees below freezing. LGRs under the best situations cannot dry areas below a 32°F dew point; therefore desiccants can create a much drier environment.
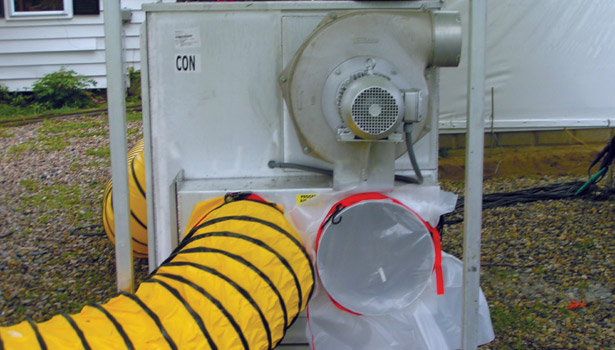
Restoration desiccants dehumidify the air by exposing the humid air to a desiccant material that adsorbs moisture. This moisture then exhausted from the desiccant and expelled in the form of water vapor through the “reactivation” outlet. There are two airflow paths through separate sealed chambers. The first path is the air to be dried – referred to as the process air – and the second is the regeneration or reactivation air that exhausts the moisture. The process airflow is directed through a thick rotating honeycomb disk, called a rotor that is coated with the desiccant material that attracts and adsorbs water vapor. When the water vapor comes into contact with this desiccant material, it actually sticks to the surface and is adsorbed, similar to a sponge. The desiccant material consists of a silica gel compound. The rotor is usually four to eight inches thick and can be one foot to several feet in diameter.
The water vapor is removed from the desiccant rotor (or “wheel”) by exposing the “wet” portion of the rotor to a flow of hot air. This is called reactivation. It causes the water vapor to be released from the surface of the desiccant material and enter the reactivation airflow. This hot, moist air is then exhausted from the unit. The power source for the heat regeneration is electricity on portable desiccants and can be electricity, propane gas, natural gas, or sometimes diesel fuel on large desiccants.
The desiccant wheel slowly rotates through the process of drying, chamber, and the reactivation chamber. The airflow of the two air streams is usually in opposite directions through the wheel. These opposite airstreams have a tendency to blow out any airborne debris that may have been captured from the process air. The regeneration airflow is normally one-fourth to two-thirds of the process airflow. This is a continuous cycle – process section to the regeneration section. The moisture loads up in the process section and then unloads in the regeneration section.
Desiccants with completely separated airflows are commonly referred to as 4-hole desiccants (they have separate inlets and outlets for process and reactivation). They are usually designated by the process airflow volume, which helps identify the desiccant’s drying capacity. A variation on this design is the 3-hole desiccant, which uses a single inlet for both the process and reactivation air and then diverts a portion of the processed air for reactivation. Three-hole desiccants often have better performance in cool and damp situations because the reactivation air has been warmed and dried in the process stage. The warmer and drier the reactivation air source, the more efficient the desiccant’s operation.
Desiccants: When, Where, and How to Use Them
Desiccants have been used for many years to facilitate industrial process drying such as pharmaceuticals and food processing. But more recently, they are increasingly being employed in the water damage restoration industry.
Some building materials and assemblies retain water much more tenaciously than others. For these materials, the extremely dry environment created by a desiccant can significantly help to remove moisture. It is usually complex assemblies, consisting of various materials and voids, and dense and semi-porous materials like hardwood, plaster, concrete, and large timbers that can benefit the most from desiccant drying.
Because of the heat required for regeneration, desiccants are less energy-efficient than refrigerant-based dehumidifiers. Yielding about 1 to 2 pints per kilowatt for electric reactivation models. If power is in short supply, it may be difficult to use an all-desiccant strategy for drying out an entire structure with available power. But portable desiccants make it possible to focus the low grain drying on particular difficult areas where their use will greatly accelerate the overall drying process. Once again, hardwood flooring, plaster, crawlspaces, and concrete are a few of these “specialty drying” situations.
Larger desiccants, from 3,000 to 10,000 CFM, can be operated off generators, “dropped” power, or use alternate fuels like propane for regeneration. These units are particularly well suited to large commercial structures and provide an attractive economy of scale. One large desiccant can be used instead of many smaller LGR dehumidifiers with obvious setup advantages. Desiccants are also the only reasonable option when temperatures in the affected area are below 65°F.
On average, conventional desiccant designs will provide grain depressions of 40 to 50 GPP in situations where the inlet air is as high as 100 GPP. As the ambient GPP drop below that level, the grain depression will be approximately 40 to 50% of the ambient air GPP. Higher efficiency desiccants that are designed to maximize water removal per kilowatt will provide higher CFM flow. But lower grain depression, usually 20 to 30 GPP. This lower grain depression is offset by the increased pounds of air processed, providing similar total water removal with lower power requirements. These designs are used in some portable desiccants. Those are intended to operate on the limited power available in most structures.
Four-hole desiccants can be set up to manipulate the pressure in a structure to maximize results. Large desiccants located outside the structure are often set up for positive pressure at the beginning of a dry down because the outside GPP is lower than the affected area. This provides drier air than processing the return air from the affected area. As the affected area dried this is switched to neutral pressure when the affected area GPP falls below the outside levels. Of course, caution should be taken if dealing with a contaminated structure. To avoid the spread of contaminates to unaffected areas.
Negative pressure can achieve by taking the reactivation inlet air from the affected area and exhausting outside the area. This is easily achieved with portable desiccants located inside the affected area simply by ducting the reactivation outlet outside of the affected area. It should be noted that in a negative pressure setup. The air is drawn into the affected area untreated and can add to the moisture load. A negative pressure drying environment is the natural 3-hole setup. It is also possible to achieve natural pressure with a 3-hole desiccant, but positive pressure requires additional equipment.
The driest air achieved with neutral pressure when the desiccant can continually remove moisture from the same air volume. With 4-hole portable desiccants, this can achieve by ducting the reactivation inlet and outlet outside the affected area. With large 4-hole desiccants located outside the affected area, the process inlet and outlet ducted to the affected area. The inlet and outlet ducts separated to promote airflow through the area to dries. To further concentrate the low humidity air, tenting can use to reduce the volume of the affected area.
Tips and Tricks
There will always be some ducting whenever a desiccant is properly set-up. Duct length and sharp bends in the duct reduce airflow, affecting performance. Efforts made to keep duct runs as short and as straight as possible. Make sure the processed airflow moves throughout all of the affected areas. Never place the ends of the process-in and process-out ducting too close to each other. This will cause a “short circuit” of the airflow.
Since the dew point of the reactivation, outlet air can be higher than the ambient conditions. It may be necessary to use an insulated duct to ensure that any condensation that may occur inside the duct does not flow back into the desiccant. Running the reactivation duct across a cool slab can also cause condensation inside the duct. When possible the reactivation duct should run similar to a drain line. So condensation does not leak back into the affected area.
In some cases when portable desiccants are located in the affected area. It may be difficult to find an appropriate method to vent the reactivation exhaust outside. In these cases, an LGR of suitable airflow and capacity can use to dehumidify. The reactivation air, essentially creating a condensing desiccant. It recommended that the LGR’s airflow be at least twice the reactivation airflow. In these situations, additional grain depression can achieve by taking the reactivation inlet air from the LGR’s process air.
When thinking about drying with desiccants, it is very effective to think in terms of %RH. If you are familiar with the EMC (equilibrium moisture content) for wood. Then it may be helpful to know the desiccant rotor responds to changes in %RH just like wood does, except the silica in the rotor responds about 1,000 times faster. The process inlet air should be the highest %RH possible. And the reactivation inlet air should be the lowest %RH possible (that could mean taking the inlet air from a warmer location, taking it from indoors, or just not letting it get cold). When the process RH is high, the rotor will adsorb maximum moisture. When the regeneration RH is low, the rotor will give up maximum moisture. That proven to get the best grain depression numbers and the driest air.